
In manufacturing, even a small identification error can disrupt production, delay shipments, and increase costs. In high-volume operations, these mistakes quickly lead to inefficiencies and customer dissatisfaction. To remain competitive, a robust inventory management system is no longer a luxury, it is a necessity.
This is why RFID in manufacturing is rapidly gaining traction. By enabling real-time validation and accurate component tracking, manufacturers can prevent errors before they leave the production floor and significantly improve inventory management.
Why manual inventory management systems fail
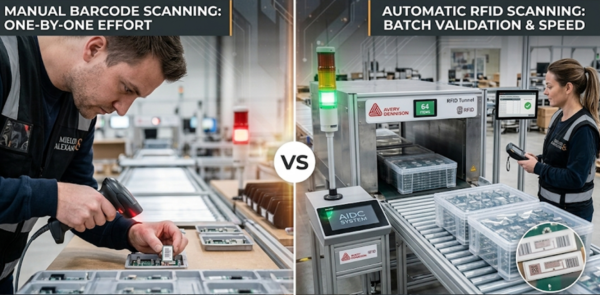
Many manufacturers still rely on traditional identification methods such as barcode scanning. While widely used, these systems often fall short in fast-paced production environments.
- Manual labor: Operators must scan items individually, which slows down operations and increases the risk of delays.
- Human error: Under time pressure, missed scans or incorrect entries are inevitable.
- Lack of real-time validation: Errors are often only detected after shipment, when correction is costly and time-consuming.
As a result, inventory inaccuracies, picking errors, and inefficient processes continue to impact operational performance.
How RFID improves inventory management in manufacturing
Switching to RFID in manufacturing enables a shift from manual processes to automated, data-driven operations. By integrating RFID technology into your workflow, you gain real-time visibility and control over your inventory.
Tagging components at the source
By embedding RFID tags during production, each component becomes uniquely identifiable from the start. This improves component tracking and ensures full traceability throughout the supply chain, preventing mix-ups before they occur.
Real-time validation during packing
RFID readers automatically capture each component as it is placed into a box. This allows for instant validation against order data, ensuring the correct items and quantities are packed every time.
Visual feedback for operators
Operators receive immediate feedback through visual signals, such as green or red indicators. This reduces cognitive load and enables faster, more accurate decision-making, even in high-volume environments.

When is RFID relevant for your manufacturing process?
RFID is particularly valuable for manufacturers dealing with:
- High product variation
- Manual or semi-automated processes
- Frequent picking or packing errors
- Limited real-time inventory visibility
- Increasing demand for traceability and data accuracy
If these challenges sound familiar, RFID can play a key role in improving both efficiency and reliability.
Key benefits of RFID for your inventory management
Implementing RFID technology goes beyond simple tracking. Manufacturers can expect:
- Fewer returns: The right components reach the customer every time
- Cost savings: Reduced overproduction and less rework
- Improved efficiency: Faster, automated packing processes
- Better data quality: Real-time, reliable inventory insights
- Scalability: A solution that grows with your operations
From technology to real-world impact
In collaboration with Avery Dennison, Mieloo & Alexander has supported manufacturers in implementing RFID solutions that enable near error-free operations. By combining RFID technology with intelligent system integration, companies can achieve real-time validation and significantly reduce picking errors.
This type of solution demonstrates how RFID is not just a technology, but a strategic enabler of more efficient and reliable manufacturing processes.
Expert support from Mieloo & Alexander
Successfully implementing RFID requires more than just hardware. It requires a deep understanding of processes, systems, and integration.
Mieloo & Alexander supports manufacturers in translating RFID technology into practical, scalable solutions tailored to complex operational environments. From strategy to implementation, we help organizations unlock the full potential of real-time data and automation.
